




Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Guangdong Fenghua Zhuoli Technology Co., Ltd
Guangdong Fenghua Zhuoli Technology Co., Ltd
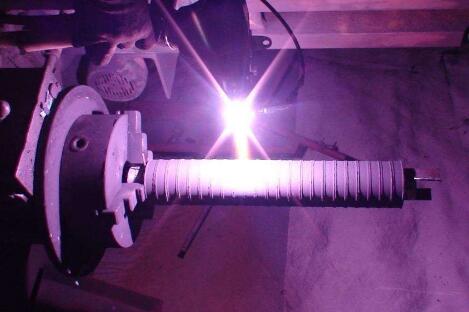
Electric arc additive manufacturing uses layer-by-layer surfacing to manufacture dense metal solid components. Because arcs are used as energy-carrying beams, the heat input is high, and the forming speed is fast. It is suitable for large-size complex components with low cost, high efficiency, and near net forming. Facing the manufacturing cost and reliability requirements of a new generation of aircraft, its structural parts have gradually developed into large-scale, integrated, and intelligent. Arc additive manufacturing technology has unmatched efficiency and efficiency in forming large-scale aviation structural parts with other additive technologies. Cost advantage.
The additive manufacturing technology is based on the discrete-stacking principle, driven by the three-dimensional data of the parts, and adopts the method of accumulating the materials layer by layer to manufacture the rapid prototyping technology of the solid parts. The biggest advantage of this forming method is that it can be formed without traditional tools, reducing processes and shortening the product manufacturing cycle. It is especially suitable for low-cost and small-batch product manufacturing, and the more complex the structure and the higher the added value of raw materials, the faster and efficient forming The advantages are more obvious, and it has broad application prospects in the fields of aerospace, biomedicine, energy chemical, and micro-nano manufacturing. Faced with the requirements of low cost and high reliability for new aircraft, its parts and components are gradually becoming larger and more integrated.
Additive manufacturing technology does not require molds, and can directly and cost-effectively manufacture complex components. Based on the advantages of additive manufacturing technology in configuration capabilities, it is expected to further optimize the structure of existing aircraft parts, improve structural efficiency, and achieve lightweight and high structure. Performance. Due to the simplification or omission of the process preparation and mold design in traditional manufacturing, the product digital design, manufacturing and analysis are highly integrated, which can significantly shorten the research and development cycle and research and development costs. Metal additive manufacturing technology can be divided into 3 categories according to the type of heat source: laser, electron beam and arc.

Over the past 20 years, he has mainly studied powder-based metal additive manufacturing technology that uses lasers and electron beams as heat sources. It continuously melts or sinters metal powder to continuously prepare complex structural parts layer by layer. It has been used in aerospace, defense military, energy and power. Some key parts in the field of high-precision technology, but due to the characteristics of its raw materials and heat sources, metal powder-based laser and electron beam additive manufacturing technologies are limited in forming certain specific structures or specific component components and cannot be realized or even possible Forming, its raw materials and time costs are very high, and has many shortcomings:
(1) For the laser heat source, the forming rate is slow, the absorption rate of the aluminum alloy to the laser is low, etc .;
(2) For the electron beam heat source, the size of the vacuum furnace body limits the volume of the component;
(3) The cost of preparation of powder-based metal raw materials is high, susceptible to pollution, and low utilization rate all increase the cost of raw materials.
Based on the above reasons, the existing technology shows certain limitations when forming large-size complex structural parts. In order to meet the demand for additive manufacturing of large-scale and integrated aerospace structural parts, low-cost and high-efficiency based on the development of surfacing technology Arc additive manufacturing technology has attracted the attention of some scholars. The arc additive manufacturing technology uses the arc as the energy beam to manufacture metal solid components by layer-by-layer surfacing. This technology is mainly developed based on TIG, MIG, SAW and other welding technologies. The formed parts are composed of full welds, chemical composition Uniformity and high density. The open forming environment has no restrictions on the size of the shaped parts. The forming rate can reach several kg / h. However, the surface of the parts manufactured by the arc additive has large fluctuations, and the surface quality of the shaped parts is low. A secondary surface is generally required. Machining, compared with laser and electron beam additive manufacturing, the main application goal of arc additive manufacturing technology is the low cost, high efficiency and rapid near net forming of large-size complex components. This article mainly introduces the current status of arc additive manufacturing technology, analyzes the shortcomings of the technology research at this stage, discusses its possible development direction, and explains the application of this technology in the manufacture of large-scale and integrated high-end aviation components.
WAAM technology status
1WAAM equipment system
1.1 Basic hardware composition and characteristics
Arc additive manufacturing is a digital continuous surfacing forming process, and its basic forming hardware system should include forming heat source, wire feeding system and motion execution mechanism. The arc additive manufacturing of three-dimensional solid parts relies on the point-by-point control of the repeated reproduction of the molten pool on the line, surface and body. If considering the characteristics of the energy beam, the more stable the arc is, the more it is beneficial to the control of the forming process, that is, the continuous shape of the shape consistency. Therefore, the arc-stabilized, non-spattering non-melting electrode gas shielded welding (TIG) and the cold metal transition (ColdMetalTransfer, CMT) technology based on the melting electrode inert / active gas shielded welding (MIG / MAG) have become the main heat sources currently used. the way.
As a motion actuator that expands from a point to a three-dimensional direction, its displacement and speed, repeated positioning accuracy of position, and stability of motion are critical to the dimensional accuracy of formed parts. At present, CNC machine tools and robots are mostly used. CNC machine tools are mostly formed as large components with simple shapes and large sizes. The robot has more freedom of movement. With the CNC positioner, it has advantages in forming complex structures and shapes, but it is based on TIG's lateral wire filling. Arc additive manufacturing is due to the non-coaxiality of the wire and the arc. If the phase relationship between the wire feed and the direction of movement cannot be guaranteed, a robot with a high degree of freedom may not be suitable. The coaxial welding power supply cooperates to build an arc additive forming platform.
In the reports of related research institutions of arc additive at home and abroad, the forming system used is shown in Table 1. Compared with TIG, MIG / MAG, PAW, etc., CMT has the characteristics of low heat input and no splash. In addition, its wire feed movement and droplet transfer process can be digitally coordinated, and it has higher controllability in terms of material input, which may become the main heat source method for arc additive manufacturing in the future. In general, the energy-carrying beam of arc additive manufacturing has the characteristics of low heat flux density, large heating radius and high heat source intensity. The reciprocating instantaneous point heat source during the forming process strongly interacts with the forming environment, and its thermal boundary conditions have nonlinear time-varying Therefore, the stability control of the forming process is the difficulty of obtaining a continuous and consistent forming morphology. Especially for large-sized components, the environmental variables caused by heat accumulation change more significantly, and it takes a longer transition time to reach the steady state molten pool. In view of the environmental changes caused by heat accumulation, how to achieve process stability control to ensure the forming dimensional accuracy is the current research focus of arc additive manufacturing. Welding quality online monitoring and control technology based on visual sensing system was first transplanted and applied in this field, and achieved certain results.
1.2 Stability hardware system in forming process
The arc additive forming adopts a layer-by-layer accumulation method to construct three-dimensional solid parts to ensure the shape and dimensional accuracy. The single-layer forming size needs to be consistent with the layered slice data established by the three-dimensional digital model. However, in the actual forming process, heat accumulation causes melting The thermal boundary environment of the pool system is nonlinear and time-varying. Therefore, in addition to the above basic forming hardware conditions, an automated arc additive manufacturing system needs to be able to monitor and control the surface morphology, quality, and dimensional accuracy of each deposited layer online.
WAAM additive manufacturing is formed by layer-by-layer accumulation method of high-temperature liquid metal droplet transition. With the increase of the number of surfacing layers during the forming process, the heat accumulation of the formed parts is serious and the heat dissipation conditions become worse, so that the molten pool With the increase of solidification time, the shape of the molten pool is difficult to control, especially at the edge of the part. Due to the existence of the liquid molten pool, the control of the edge morphology and forming dimensions is more difficult. Therefore, in addition to the above basic forming hardware conditions, an automated arc additive manufacturing system needs to be able to monitor and control the surface morphology, quality, and dimensional accuracy of each deposited layer.
The passive feedback interlayer temperature control method of installing an infrared temperature sensor at the welding gun strongly depends on the setting of man-made target parameters, and directly uses the shape and size characteristics of the cladding layer as the signal source, and realizes feedback through real-time online monitoring of size information Adjustment may be preferable. As shown in Figure 1, Tufts University Kwak and others have established the use of MIG torch for surfacing forming, plasma gun online heat treatment, two sets of structured light sensors to monitor the cladding layer morphology and a set of infrared cameras for forming The dual input and output closed-loop control system for online monitoring of the surface temperature of the workpiece uses welding speed and wire feed speed as the control variables, and the cladding stack height and layer width as the controlled variables to achieve real-time closed-loop control of the forming dimensions during the forming process. Domestic Zhang Guangjun and others have designed a dual-passive visual sensing system for the control of bead feature size. As shown in Figure 2, the width of the deposited layer and the height image of the welding gun to the surface of the deposited layer can be obtained at the same time. On-line accurate detection of effective width, stack height and other parameters, and using the effective width of the cladding layer as the controlled variable and the welding speed as the control variable, a single neuron self-learning PSD controller was designed, and the controller was verified by simulation and interference test performance.
The parameter self-learning PSD controller can obtain good control effect in the fixed height and variable height control of the deposited layer. At the same time, by monitoring and adaptively controlling the distance from the surface of the deposited layer to the welding gun nozzle, the WAAM forming stability is satisfied Requirements. Features such as high heat input of WAAM energy beam, large heat source radius, and short-range flow of metal melt determine that the forming size has a weak response sensitivity to process parameters, and the higher the temperature, the more significant it is. The purpose of online monitoring of weld quality with the welding process Differently, the purpose of WAAM process monitoring and feedback control is to control the shape, and its wide process specification band makes this feedback control may not achieve an immediate effect, so it is not effective in improving the forming accuracy.
The application of WAAM is "near net forming" and "prototyping". It pursues low cost, high efficiency rather than high precision, so the accuracy of forming is not harsh (2 machinings are required). In addition, the system needs to assist a complicated optical path system around the welding gun. The interference of the optical path seriously restricts the accessibility of the welding gun. From the characteristics of the technology, by revealing the forming mechanism and optimizing the process, it may be more suitable for simple, efficient and low The cost of arc additive manufacturing.
2. Process control of forming process stability
Unlike lasers and electron beams, the molten pool produced by arc additive manufacturing has a large volume, and the existence of disturbance factors such as cold raw materials and arc force during the forming process makes the molten pool an unstable system, but WAAM can become an increase. The prerequisite for material manufacturing is that the forming process must make the molten pool system have a stable repeatability. In the initial test regularity research stage, mainly based on arc welding technology, matching different welding methods and forming systems for different material systems, selecting key impact factors, using experimental methods to study the shape of single-layer single-pass weld and the surface quality of the final formed part Relationship between the forming quality and the key welding process parameters, such as welding speed (TS), wire diameter (WD), wire feed speed (WFS), distance between the end face of the contact tip and the workpiece (CTWD), interlayer temperature, current , Voltage, etc. In the TIG-based surfacing forming process, the stability of the droplet to the molten pool is critical to the forming quality. The arc stiffness is weaker than that of high-energy beams such as lasers and electron beams. The surfacing surface of the second pass has a greater impact. The last pass morphology features in the WAAM forming technology show a specific time and space discontinuous "genetic" characteristics, especially the first pass forming, due to the surface quality, cleanliness and processing of the substrate The state is not the same, so the "strong process specification" should be used to weaken the influence of the substrate on the forming quality during the first forming. Figure 3 comparatively analyzes the forming morphology of the first pass TC4 alloy under high current and relatively high wire feed speed. When the wire feed speed WFS = 10m / min, the surface of the first pass is "lifted" and "depressed" The defect is weak, and the fluctuation in the width direction of the forming is low.
In the first forming process based on the "strong process specification", because there is no need to consider the molten metal in the molten pool flowing to both sides, that is, the influence of gravity on the formability, continuous high-rate material input into the molten pool to weaken the surface tension effect, making the forming The system becomes mainly cladding under the gravity control of molten metal, which may reduce the sensitivity of forming stability to the characteristics of the substrate and obtain a continuous and stable forming morphology. Due to the non-coaxiality of arcs and wires in TIG arc additive manufacturing, when the forming path is complicated and changeable, the phase relationship between the wire feeding direction and the surfacing direction remains dependent on the walking mechanism, which often increases the complexity of the forming and control system Sex.
Although WAAM based on MIG welding has higher heat input, the forming rate is faster, and the welding wire is used as the electrode. The arc and the wire are coaxial. There is no phase relationship between the wire feeding direction and the welding direction of TIG arc additive forming. The accessibility of the forming position is higher. Fronius developed Cold Metal Transfer (CMT) technology based on MIG / MAG. Because of its ultra-low heat input, no droplet transfer, and stable arc, it is different from MIG / MAG, which overcomes many of MIG's additive forming. The disadvantages show unique advantages in the field of WAAM molding. In 2012, researchers at the University of Cranfield in the United Kingdom systematically studied the influence of process parameters, such as welding speed, wire feed speed, and wire diameter, on the forming morphology (effective width, surface volatility, etc.) of WAAM technology based on the CMT method. / TS is a normalized variable, and the welding speed and wire feed speed are coordinated and adjusted by this ratio, so that when the relationship between the process and the forming morphology is studied, the change level of the process parameter is characterizable. When WFS / TS = 30 For example, the forming morphology under different TS levels is shown in Figure 3.
The change rule of the effective width of the formed parts under different WFS / TS levels is not discussed. This parameter may be used as a reference quantity for the quantitative characterization of the effective width, because the coefficient is directly related to the input efficiency of the material in the molten pool per unit time. The "uplift" and "depression" defects should be related to the welding speed or the wire feed speed level. As shown in the change characteristics of the forming morphology in Figure 3, the reference value for adjustment should be the welding heat input. The changing characteristics of the forming morphology are based on TIG The WAAM technology is similar. Increasing the welding speed, reducing the wire feed speed, and reducing the wire diameter can reduce the effective width of the formed part. In recent years, some scientific research institutions of Northwestern Polytechnical University, Harbin Institute of Technology, Nanchang University, Tianjin University and other universities have also carried out research on the process and control of WAAM forming technology, but they are all in the regular description of test and forming morphology, surface Quality control method research stage.
Additive manufacturing is oriented to the needs of individualization and complexity. WAAM's unique energy beam characteristics and its strong energy beam interaction with thermal boundaries determine the different material systems, structural characteristics, dimensions, heat sink conditions, etc. The WAAM forming process is also different, and it may not be possible to formulate processing drawings or process specification bands like other material processing technologies, which means that the experimental-based empirical methods are difficult to cover, and it is necessary to deepen the understanding by discussing the WAAM forming physical process According to the basic theory of forming, when the material, structure, shape and path are changed, the design of the forming process parameters is based on "data" to suit the free and flexible WAAM forming process.
At present, there are few articles published at home and abroad that discuss the basic theoretical issues of WAAM forming, only involving the study of the temperature field evolution and stress distribution law during the forming process. Based on the temperature field evolution law, the control method of the melt pool thermal boundary consistency is analyzed. , May be more meaningful for shape control of the process, and further reveal the physics of arc additive forming based on related scientific issues such as the effect of arc parameters and material feed on the forming process, molten pool dynamics, forming surface morphology evolution dynamics, etc. The process should become the core of research work in this field.
3. Performance of WAAM forming parts
Compared with the laser and electron beam additive manufacturing technology, the heat input of the arc is higher, the size of the molten pool and the heat-affected zone in the WAAM forming process is larger, and the formed component will be reciprocated by the moving arc heat source for a long time Heat effect, and as the forming height increases, the substrate heat sink function weakens, and the heat dissipation conditions also change. The thermal history of each layer is different. Therefore, based on the evolution of the temperature field during the continuous forming process, the solidification texture is studied. The crystallographic characteristics and periodicity of the structure characterize the mechanical properties of the shaped parts under different thermal history conditions, which becomes the basis of controllability. The essence of arc additive forming is micro-casting free deposit forming. Controlling the solidification structure of the molten pool point by point can reduce or avoid the formation of defects such as segregation of components, shrinkage cavities, and solidification cracks.
In the structure morphology of the TC4 titanium alloy molded part in Fig. 4, the coarse columnar primary β grains throughout the entire molded part can be clearly observed. The primary β grains grow epitaxially from the bottom of the bottom molten pool until the position is 1 ~ 2mm away from the top. The color difference of the coarse columnar crystals originates from the difference in the crystal orientation of different grains, and the grain growth direction is almost perpendicular to the matrix. The formation may be due to the first surfacing, because the TC4 substrate is used, the substrate structure near the fusion line undergoes an α-phase to β transition, and a complete β-phase structure is formed near the fusion line, and then the β phase acts as a nucleation point by epitaxial growth In the next pass forming, the β grains continue to grow outside the fusion line, and in the heat affected zone, coarsening occurs, and the macroscopic coarse columnar β grains shown in the left side of Fig. 4 are finally formed. .
Wang et al. Took samples at different positions of TC4 single-wall formed parts in different directions, and compared with forged parts to evaluate the mechanical properties of the formed parts along the forming direction and perpendicular to the forming direction. Under optimized process parameters, although there is a certain difference in tensile strength along the forming direction and perpendicular to the forming direction, the difference in strength is not significant. The plasticity perpendicular to the forming direction (in the direction of columnar primary β grains) is significantly better than in the forming direction, about 30% higher than forgings. In this research group's research on the performance of 5A06 aluminum alloy arc additive forming, similar conclusions were obtained. The tensile strength of the formed part is basically the same as that of the forged part, but the plasticity is significantly improved.
The macro columnar structure throughout the structure in Figure 4 does not appear in the aluminum alloy structure. The texture orientation feature may not be the cause of the plasticity improvement, and may be related to the welding characteristics of the various layers during the forming process. This conjecture needs to be further verified. The biggest advantage of additive manufacturing lies in its complex shape configuration ability. The research work at this stage is mainly focused on shape control, while the performance research is limited to characterizing its performance level. The forming process is affected by the pre-heat and post-heat of the reciprocating instantaneous point heat source. The orientation, distribution, and grain size of the solidification texture must be related to the thermo-physical process of forming. Therefore, the evolution of the temperature field is used as an opportunity to achieve the integration of form and shape Chemical control is a technical advantage of additive manufacturing that is different from traditional subtractive and equivalent material processing methods. With the development of WAAM in aviation manufacturing, with the development of lightweight and highly maneuverable advanced aviation aircraft, aircraft structural parts are also towards lightweight, large-scale and integrated improvement, and low-cost and efficient manufacturing of large-scale high-reliability and functional-structure integration Aviation structural parts have become a new challenge for the development of aviation manufacturing technology.
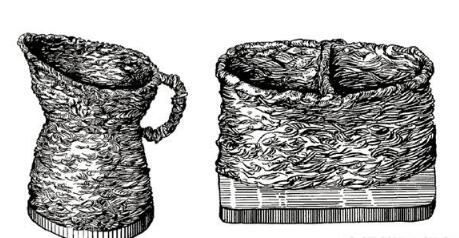
Arc additive manufacturing uses continuous "lines" as the basic configuration unit, which is suitable for the rapid prototyping of the internal frame, reinforcing ribs and wall panels of the machine body. At present, more and more large-scale integral titanium and aluminum alloy structures are used in aircraft. Although large-scale integrated structural parts can significantly reduce the weight of the structure, this structure brings great difficulties to the traditional processing of reduced materials and other materials. For example, the main load-bearing component of the US F35 still needs tens of thousands of tons of hydraulic press to form, and later requires a lot of cumbersome milling and grinding processes, and the manufacturing cycle is long. Additive manufacturing of large frames, integral rib reinforcement and reinforcing ribs that rely heavily on machining equipment adopts additive manufacturing, which can surpass foreign technical blockade of China's large-tonnage and high-degree of freedom machining equipment and promote China Development progress of advanced aviation aircraft. In addition, limited by traditional processing technology, modern aircraft parts may compromise on structure, weight, shape, etc. in order to facilitate processing and manufacturing. Based on the advantages of additive manufacturing technology in configuration capabilities, the structural optimization design for arc additive manufacturing has greater design freedom and can significantly reduce the weight of the structure.
EADS has manufactured a structure-optimized wing bracket for Airbus laser additive, which is about 40% lighter than using a cast bracket. It implements a new idea of structural design for additive manufacturing, especially in the face of large structural parts, structural optimization The design may have a more significant effect on weight loss. In November 2015, New York State has reached a "public-private partnership agreement" with Norsk Titanium. New York State will invest USD 125 million to build an industrial-scale 3D printing factory located in Plattsburgh, New York. Its main forming technology is arc wire filler additive manufacturing, which is expected to be completed in 2016. The primary goal of this additive manufacturing plant is to change the current large-scale removal of titanium metal in aviation structural parts, to achieve high efficiency, low cost, and high material utilization. Manufacture of aviation parts. The cost of an arc-added forming part manufactured by Norsk Titanium can be reduced by 50% to 70%, and the time to market of products can be shortened by 75%.
Development Opportunities and Challenges Whether it is to replace part of the traditional processing and manufacturing, or to perform structural design based on flexible configuration capabilities to optimize the structure, the arc additive manufacturing technology needs to be put into practice after a certain period of development and improvement. In March 2012, the White House of the United States announced new initiatives to revitalize American manufacturing. It invested US $ 1 billion to help American manufacturing carry out system reforms. Additive manufacturing is one of the three major background technologies to achieve this plan. It aims to improve additive manufacturing materials. , Equipment and standards, to achieve innovative design of low-volume, low-cost digital manufacturing. Britain, Germany, France and other countries have also successively introduced relevant measures to promote the development of domestic additive manufacturing technology.
The UK is at the international forefront in the field of arc additive manufacturing research. A group of research institutions represented by Cranfield University, with the government's approval and the participation of enterprises, have focused on the automatic control of arc additive, the study of the mechanical properties of shaped parts, the control of residual stress and deformation, Conducted systematic research on forming path planning and industrial application criteria of complex-shaped components, and gradually established a multi-level research team echelon of government, enterprises, and scientific research institutions, and Airbus, Rolls-Royce, BAESystem, Bombardier Aerospace, Astrium, EADS, etc. A large number of aerospace enterprises have established and carried out extensive research cooperation, and the research goals are connected to industrial applications.
The advantage of additive manufacturing is that the process is simple, and it can achieve manufacturing directly to customers. It can omit the link and greatly shorten the development cycle. For additive manufacturing, the establishment of a multi-level and multi-structure R & D system allows customers to directly participate in manufacturing in order to maximize their advantages. China is in a period of strategic transformation to promote "Made in China" to "Created in China". Additive manufacturing technology is of great significance to enhance the independent innovation capability of China's products and realize the progress from "Made in China" to "Created in China". Additive manufacturing technology and products have been initially applied in aerospace, automotive, biomedical, cultural and creative fields, and a number of key enterprises with certain competitiveness have emerged. However, the industrialization of electric arc additive manufacturing in China is still in its infancy, and there is still a large gap compared with advanced countries. A complete industrial system has not yet been formed, and there is still a certain distance from the realization of large-scale industrialization and engineering application.
The key core technologies need to be broken, the industrial foundation of equipment and core devices, forming materials, processes and software is weak, policies and standard systems need to be established, and there is no effective coordinated promotion mechanism. Especially for China's arc additive manufacturing technology, its systematic research work started relatively late, and it has a certain gap compared with the United Kingdom. It should accelerate the development of its arc core additive manufacturing technology while accelerating the development of its necessary core devices. And accelerate the plan for establishing and improving the industry standard system, etc., guided by the government and national planning, encourage more direct customer-facing enterprises to participate in it, and strive to initially establish a relatively complete industrial system in the short term, and maintain the overall technical level Synchronized with the world, it has reached the international advanced level in the aerospace and other manufacturing fields. 
Editor in charge: Liu Yang

February 18, 2024

November 23, 2023

November 23, 2023
Envoyer à ce fournisseur
February 18, 2024
November 23, 2023
November 23, 2023
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.